Vielen Dank für die Antwort !
In der Tat lasse ich die Maschine mit einem sehr hohen Vorschub fahren (ca. 800mm/min) und einer Drehzal der Spindel von ca. 35.000 upm.
Das ist bei Plexiglas auch notwendig, damit geschmolzenes Material sich unmittelbar vom Fräser (Gravierstichel) entfernt. (Wegfliegt).
Bei Zeiten werde ich mal einen Versuch mit anderem Material durchführen, wo ich mit geringerem Vorschub arbeiten kann.
Jedoch habe ich sehr passive Rampen für die Schrittmotoren eingestellt - also langsames Beschleunigen und sanftes Abbremsen.
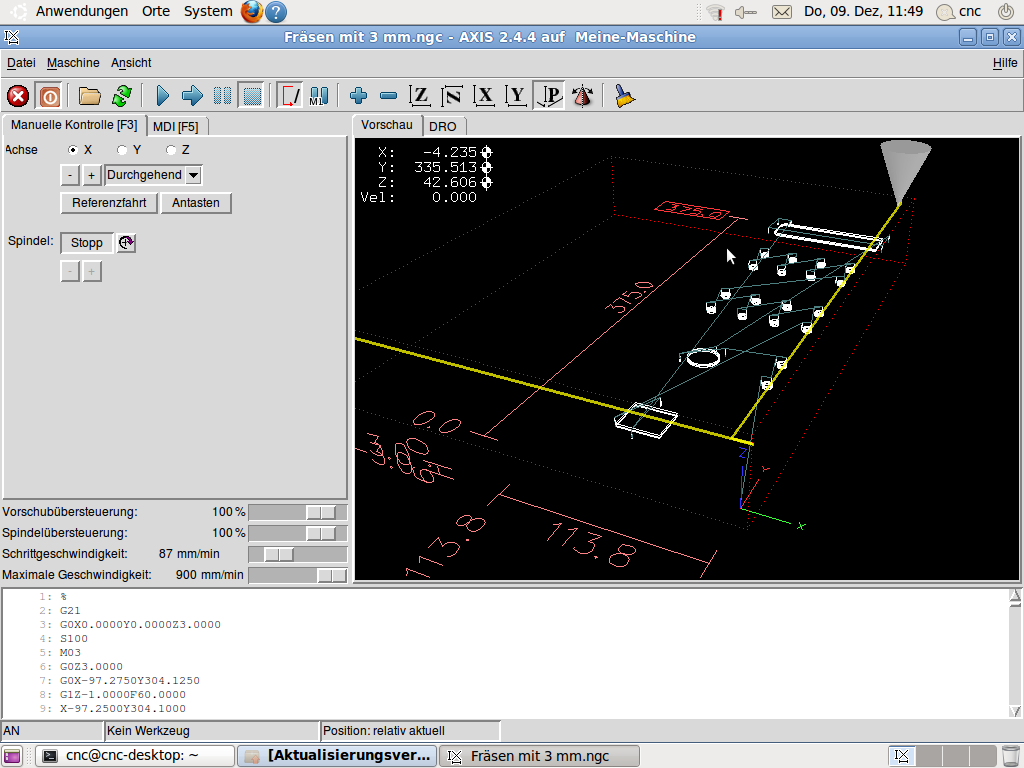
Somit gehe ich davon aus, dass tatsächlich (was man kaum mit dem Auge beobachten kann, die Z-Achse kurz anhebt - also hoch fährt, absetzt und dann wieder mit der "Unterbrechung" abfährt).
Spindelspiel, oder allgem. Spiel in der Anlage liegt nach sehr aufwändigem Messen unter 1/100 mm - also mit einer standard Messuhr fast nicht mehr messbar.
(Kugelrollspindeln, Rexroth Führungswagen, Rexroth Führungsschienen nach Norm usw.)
Verlorene Steps von den Schrittmotoren ist natürlich nicht auszuschliessen - aber immer an den gleichen Positionen ?
Ich hatte Ihnen ja nur einen Bildauschnitt zugesendet - der Schriftzug war ja länger - und eben bei allen entsprechenden Buchstaben der gleiche Fehler.
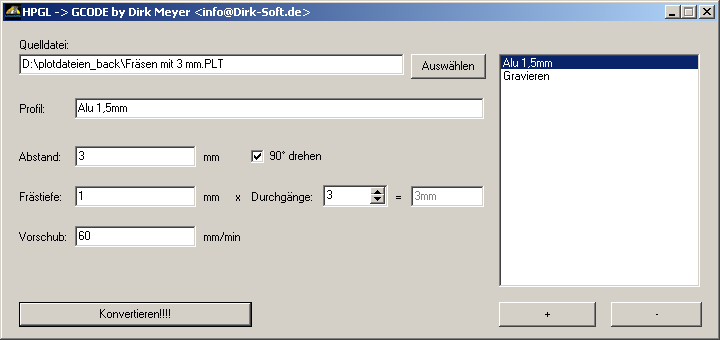
Irgendwie habe ich den G-Code-Konverter in Verdacht

Müssten wir mal schauen, ob der Dirk sich mal dazu meldet


- oder alternativ mal einen anderen G-Code Generator testen.
Bei Folienschnitten ergaben sich auch ab und an ähnliche Fehler - dass zum Beispiel Konturen nicht komplett mit dem Schleppmesser gezogen wurden - das hatte ich dann mit einem Skalpell nachbearbeitet - zunächst hatte ich vermutet, dass der T-Nutentisch nicht 100%ig plan war, und daher Aussetzer verursacht wurden - aber bis auf eine Ungenauigkeit von 2/100 derstel ist auch der Nutentisch absolut plangefräst.
Vielen Dank für Ihre Analyse,
nach weiteren Tests werde ich berichten.
Beste Grüsse,
tsd